CASA
CASAMáquina AutoSeamless Triple-Desenhe Tubo
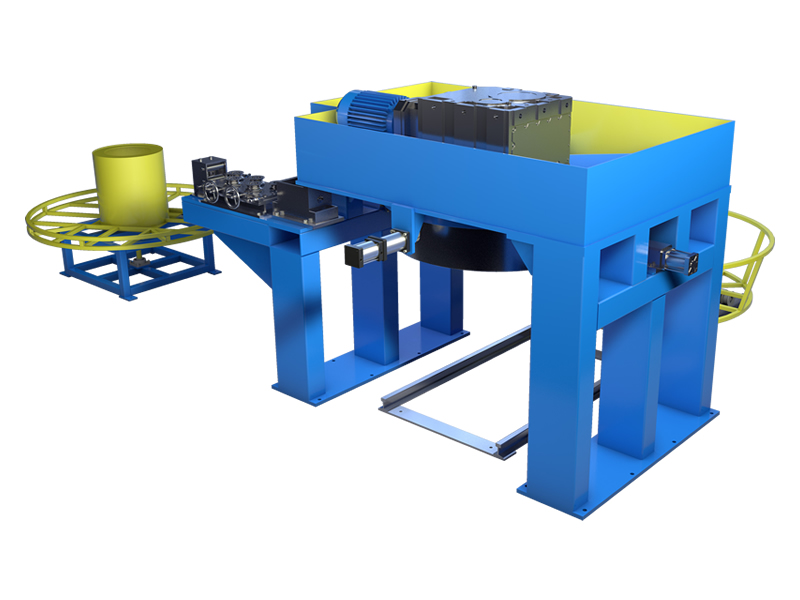
Máquina de fazer tubos sem costura

Pretos e não ferrosos máquinas e equipamentos de fabricação de tubos sem costura, os principais produtos são: máquina de laminação a frio, perfurador, alisador e produtos auxiliares de produção de tubos. LD15X2, LG-30-H, LG-30-HL(L representa rolamento contínuo), LD30, LD45, LG-50-H, LG-50-HL, LD60, LGK60-H, LG-60-H(I), LG-60-H(II), LG-60-H(III), LG60Y-H, LD80, LG-90-H, LG-90-HL, LG-120-H, LD120, LD170, 45-90 grupos de perfuradores e outros produtos podem ser personalizados para produzir diferentes especificações, tamanhos, materiais, Etc. De acordo com as necessidades do cliente.Composição e características automáticas da máquina de desenho a frio:
A máquina de discagem fria consiste principalmente no banco de alimentação, recebendo o banco da calha, o dispositivo de empurrar a haste do núcleo, o dispositivo de ajuste dianteiro e traseiro do mandril, a tração morre o assento, a parte do corpo da cama, o trole do desenho, o dispositivo de transmissão principal, a descarga que transporta o dispositivo das correntes, a cremalheira automática da coleção do produto acabado, etc.Quando o dispositivo de detecção na plataforma de alimentação não detecta a placa do tubo quando o desenho começa, o quadro material de levantamento levanta-se para rolar a placa do tubo para obstruir o dispositivo de retenção material. Quando o dispositivo de detecção detecta a placa do tubo, a estrutura do material de elevação cai automaticamente, a calha receptora sobe o defletor superior e o dispositivo de dispositivos de rack e set-top distribuem automaticamente a placa do tubo na calha receptora da cremalheira. A calha receptora tem uma certa inclinação, e a calha receptora é equipada com um rolo, que sobe através do cilindro, role o tubo em branco para o defletor para bloqueá-lo. Neste momento, o cilindro de pressão empurra para fora e pressiona a cauda do tubo em branco, neste momento, o quadro da plataforma de elevação da haste do núcleo sobe para a posição central da haste. O primeiro cilindro do curso no assento da haste do núcleo empurra para fora e passa o mandril ao furo interno da placa do tubo, e a placa do tubo é posta rapidamente sobre a haste do núcleo pelo trole para levar materiais no banco de recepção, depois que o quadro da plataforma de levantamento da haste do núcleo é desgastado, Cai na linha do Centro de Desenho. Neste tempo, o primeiro cilindro do curso empurra automaticamente para fora os três cilindros, a haste do núcleo, o mandril e a cabeça vazia da tração do tubo no skate através do desenho morrem o furo junto, neste tempo, após ter recebido o primeiro curso no sinal de controle do lugar, o trole do desenho, Que espera enquanto o desenho está sentado, empurra o cilindro da mandíbula da chave para prender a cabeça vazia do tubo, e o motor principal começa a dirigir a mandíbula da chave para a corrente da roda dentada, acionar o carrinho para retirar e, ao mesmo tempo, O cilindro do segundo curso é empurrado igualmente para fora e começado puxar para fora. Neste momento, o cilindro superior do dispositivo de levantamento do corpo da cama é empurrado para fora e o dispositivo de material para conexão é empurrado para a borda superior. Após a conclusão do desenho, o tubo de aço cai no levantamento para conectar o dispositivo material. Acima e para baixo, neste tempo, a ação transportando das correntes na descarga que transporta o dispositivo das correntes, quando deixa cair às correntes transportando, o controle da qualidade rolará para baixo à cremalheira de queda automática da coleção, e a cremalheira agregada é equipada com uma plataforma da detecção, ao testar a tubulação terminada, Use o botão para controlar o cilindro para empurrar a plataforma da detecção à posição lisa para a detecção, e ao mesmo tempo, puxe o trole e retorne rapidamente ao lado sentado do dado do desenho para esperar o trabalho automático seguinte da lógica.Características:
1. Este equipamento pode desenhar tubo de aço carbono, aço rolamento, aço de baixa liga, aço inoxidável, cobre molibdênio e vários metais não ferrosos.2. A máquina inteira adota o projeto o mais atrasado e simples do processo atual do rolamento, que é fácil de operar, reduz a manutenção e conveniente manter.3. O corpo frio da cama da máquina do desenho adota a estrutura do C- frame da dobro-corrente, e o centro chain é consistente com o centro de desenho.4. O design esférico da base da matriz de tração facilita o endireitamento.5. É conveniente substituir o carrinho de desenho pela mandíbula da chave.6. O acionamento principal adota o motor DC, que economiza energia e é estável.7. A máquina inteira adota o controle automático do PLC, e a linha inteira tem a exposição de vários parâmetros, várias funções de bloqueio de segurança e alarme.8. Cada passagem alcança a taxa ideal da redução e a correção do desvio da parede do tubo.
Nove. O diâmetro interno e externo e a espessura da parede podem obter requisitos de tolerância e rugosidade extremamente altos.
Única corrente automática três linha máquina de desenho frio parâmetros técnicos:
|
Número série |
Nome do Projeto |
Unidade |
LB-15T-3 |
LB-20T-3 |
LB-30T-3 |
LB-45T-3 |
|
1 |
Diâmetro exterior do tarugo do tubo |
Mm |
Φ8-Φ18-(32) |
Φ8-Φ20(32) |
Φ9-Φ32(42) |
Φ19-Φ68 |
|
2 |
Espessura do boleto |
Mm |
0,8-3 |
0,8-3,5 |
0,8-3,5 |
0,8-4 |
|
3 |
Diâmetro exterior do tubo acabado |
Mm |
Φ5-Φ12.7 (25,4) |
Φ5-Φ15(28) |
Φ6-Φ25(38) |
Φ16-Φ60,5 |
|
4 |
Espessura da parede do tubo acabado |
Mm |
0,5-2,5 |
0,5 a 3 |
0,5 a 3 |
0,5 a 3,5 |
|
5 |
Puxar Contagem |
Apoio |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
|
6 |
Força máxima do desenho total |
KN |
150 |
200 |
300 |
450 |
|
7 |
Velocidade do desenho |
M/min. |
0-6 (regulação de velocidade stepless) |
0-8 (regulação de velocidade stepless) |
0-10 (regulação de velocidade stepless) |
0-8.5 (regulação stepless velocidade) |
|
8 |
Puxando a velocidade do retorno do carrinho |
M/min. |
40 (ajustável) |
40 (ajustável) |
40 (ajustável) |
40 (ajustável) |
|
0 |
Rod vestindo velocidade |
M/min. |
0 50 |
0 50 |
0 50 |
0 50 |
|
10 |
Potência do motor principal |
KW |
30 |
35 |
75 |
75
|
Produtos relacionados